Márka
- AEROTEC 1
- Alkatrész 1
- APAC 2
- Argip 14
- Astro Tools 60
- BGS 1
- Binzel 2
- Blue Dolphin 5
- Carguard 2
- D&J 43
- Deca 5
 Ellient ToolsEllient Tools 198
Ellient ToolsEllient Tools 198 ExtolExtol 20
ExtolExtol 20 Extol CraftExtol Craft 284
Extol CraftExtol Craft 284 Extol Craft kéziszerszámExtol Craft kéziszerszám 85
Extol Craft kéziszerszámExtol Craft kéziszerszám 85- Extol Energy 4
 Extol IndustrialExtol Industrial 83
Extol IndustrialExtol Industrial 83- Extol Industrial elektromos gép 31
 Extol LadyExtol Lady 6
Extol LadyExtol Lady 6 Extol LightExtol Light 12
Extol LightExtol Light 12 Extol PremiumExtol Premium 1102
Extol PremiumExtol Premium 1102 Extol Premium elektromos gépExtol Premium elektromos gép 94
Extol Premium elektromos gépExtol Premium elektromos gép 94 Extol Premium kéziszerszámExtol Premium kéziszerszám 338
Extol Premium kéziszerszámExtol Premium kéziszerszám 338- Fahreinheit 4
- FESTA 47
- Fini-BETTA 1
- FITT 17
 FortumFortum 194
FortumFortum 194- GCE 44
 Genius ToolsGenius Tools 1642
Genius ToolsGenius Tools 1642- GK Tools 95
- Grassland 1
- GYS 193
- Handijack Machinery 8
- Handy 5
 HERONHERON 37
HERONHERON 37- HOME 1
- idealgas 2
 INGCOINGCO 625
INGCOINGCO 625 IRWIN ToolsIRWIN Tools 90
IRWIN ToolsIRWIN Tools 90- JIH 8
- KITO 1
 KlingsporKlingspor 134
KlingsporKlingspor 134- Licota Tools 76
- Lincoln Electric 4
- Lubeworks 47
- Mastro 5
- Mastro Hungary 77
- Mastroweld 346
- Mastroweld One 2
- MATERIAL 2
- McBULL 2
 MilwaukeeMilwaukee 47
MilwaukeeMilwaukee 47- MK-Tools 85
- Morpheus 1
- MTA 2
- pewag 7
- PFEIFER 5
- POLYTEX 37
- Pressol 24
- Prohard 5
- Projahn 17
- Rhino 3
- Rock Safety 24
- SAL 3
- SHPI 33
- Sinppa Tools 55
- SMA 14
- Smart Cleaner 1
- Tajima 12
- Taron 43
- Tecna 19
- Tianfang Tools 2
 Torin BigRedTorin BigRed 1
Torin BigRedTorin BigRed 1- Trafimet 26
- True Utility 25
- V-Mark 2
- VOREL 28
- Voylet Spray Gun 1
- Winmax Tools 2
 YatoYato 362
YatoYato 362
Meghajtás
Lapszám / Profil

Áramátadó M8x1,2 30mm
Raktáron
Készleten: 20
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW 1230

AWI pálca 316LSi 1,6mm Mastroweld
Raktáron
Készleten: 5
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW 316LSI16PRC
Gyűjtőcsomagolás kiszerelése: 5kg
(1 kilogrammonkénti mennyiségben is rendelhető)
A feltűntetett ár 1kg-ra vonatkozik.
AWI pálca hossza: 1 méter.
A Mastroweld 316Lsi AWI pálca saválló anyagok agron gázzal történő wolframelektródás ívhegesztéshez ajánljuk. A kismértékű karbontartalma miatt tökéletes választás, ha magas korrózió veszély fennállása. Alkalmazása a remek korrózióellenállása miatt élelmiszeriparban és az építőiparban is helytálló. Kifejezetten savas és klór tartalmú anyagok esetén kifejezetten ajánlott.
316 LSI öszetétel %
C
Si
Mn
P
S
Cr
Ni
Mo
0,018
0,83
2,04
0,022
0,011
18,68
11,75
2,07

AWI pálca SG2 1,6mm rezezett acél
Raktáron
Készleten: 2
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW SG2TIG16
Gyűjtőcsomagolás kiszerelése: 5kg
(1 kilogrammonkénti mennyiségben is rendelhető)
A feltűntett ár 1kg-ra vonatkozik.
AWI pálca hossza: 1 méter.
Rézbevonatú AWII pálca, (többnyire argon) védőgázas ívhegesztéshez. Alacsony szén tartalmú és gyengén ötvözött acélok hozaganyaga. Minden hegesztési helyzetben alkalmazható.

AWI pálca SG2 2,0mm rezezett acél
Raktáron
Készleten: 9
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW SG2TIG20
Gyűjtőcsomagolás kiszerelése: 5kg
(1 kilogrammonkénti mennyiségben is rendelhető)
A feltűntett ár 1kg-ra vonatkozik.
AWI pálca hossza: 1 méter.
Rézbevonatú AWII pálca, (többnyire argon) védőgázas ívhegesztéshez. Alacsony szén tartalmú és gyengén ötvözött acélok hozaganyaga. Minden hegesztési helyzetben alkalmazható.


Fejpajzs PANORAMIC 3XL TRUE COLOR
Egyedi rendelés!
Keressen a részletekért!
A termék weboldalunkon nem rendelhető.
Egyedi rendelési folyamattal, árajánlat elfogadása és előleg befizetése után vásárolható.
A termék weboldalunkon nem rendelhető.
Egyedi rendelési folyamattal, árajánlat elfogadása és előleg befizetése után vásárolható.
Cikkszám:
MW 037281
4 ÉRZÉKELŐ: MINDEN POZÍCIÓBAN HASZNÁLHATÓ
AWI FUNKCIÓ: MÁR 2 AMPER HEGESZTŐÁRAMTÓL SÖTÉTEDIK
A biztonság szempontjából elengedhetetlen, a PANORAMIC TRUE COLOR 3XL optoelektronikus pajzs megvédi a hegesztő arcát és szemét az UV-, infravörös és fröccsenő sugárzástól. Fejpánttal együtt felszabadítja a hegesztő kezét, és minden szükséges kényelmet biztosít a hegesztési munkához.
TULAJDONSÁGOK:
• Panoráma látómező: 1 nagy XL látómező + 2 oldalsó látómező a 180°-os látásért.
• 4 érzékelő a jobb teljesítmény érdekében.
• AWI hegesztés > 2A.
• Aktív szűrő: 4-8 / 8-12 árnyalatok
• 4-8 tartomány: ideális alacsony áramerősséghez
• 7 színezett árnyalat közül választhat (4>12), amely minden hegesztési és vágási munkához alkalmas.
• TRUE COLOR technológia (csak a fő látómezőn)
EXTRA GYORS SÖTÉTEDI IDŐ
DUPLA SÖTÉTEDÉSI TARTOMÁNY
TRUE COLOR – valós színű kitekintés
KÖSZÖRÜLÉS FUNKCIÓ
Műszaki adatok:
Hegesztő sötétség:
– Elől: 4-8 8-12
Szűrő osztályozás: 1/1/1/1
Látómező: 131×84 mm + panoráma látás 2x 2x (67x75mm) DIN6
Reakció idő: 0,51 ms
Tápellátás: napelem + 2 akku (CR2450)
Súly: 610 g
Állítható paraméterek:
SÖTÉTEDÉS: (4>8 / 8>13)
BEÁLLÍTÁSOK: Érzékenység, késleltetés, árnyékolás, csiszolási zár, memória
KÉSLELTETÉS: A tiszta állapotba való visszatérés idejét
Maximális használhatóság:
MMA 5-400 / TIG 2-300 / MIG-MAG 5-400
Opcionálisan rendelhető tartozékok:
– Fejpánt (043466)
– Külső ívelt plexi – 390×150 x3 (037311)
– Lencskészlet x5 (037304)
Garancia: 1 év


SW15 ALU csaphegesztő
Nem elérhető
Jelenleg nincs készleten
Időszakos készlethiány, vagy a termék jelenleg nem beszerezhető. A várható beérkezésről emailben kérhet információt.
Időszakos készlethiány, vagy a termék jelenleg nem beszerezhető. A várható beérkezésről emailben kérhet információt.
Cikkszám:
MW 275900
Kondenzátoros kisülésű, ívhúzásos csaphegesztő berendezés. 3-8 mm átmérőjű csapok hegesztésére.
Automatikus bemeneti feszültség észlelés: 115 – 230 V
3-8 mm átmérőjű csapok hegesztése
Javasolt: Karosszériás autószerelő műhelyben, fűtési rendszerek telepítésénél és karbantartási munkáknál.
Acél, rozsdamentes acél, horganyzott acél, réz, alumínium csapok hegesztéséhez.
Nem hegeszthetők az alábbi felületek: festett műanyag, bevont vagy horganyzott felületeknél.
Feszültség ingadozás +/- 15%
Könnyű súly, kis méret.
Technikai jellemzők:
Hálózati feszültség (volt 50/60 Hz):
1 Ph x 115 / 230
Max bemeneti teljesítmény (Kw):
0,4
Max bemeneti áramerősség (Amp):
8A (115V) – 4A (2µ30V)
Kapacitás (µf):
66000
Pont energia (j):
50 – 1500
Csap elhegesztés (csap/perc):
20 csap/perc (Ø 4 mm)
10 csap/perc (Ø 8 mm)
Csap átmérő (mm):
3 – 8
Védelmi osztály (IP):
21
Méretek (mm):
380 X 190 X 400
Súly kg ≅:
13.5
Rendelési szám:
275900
Méretek (csomagolva) (mm:)
520 x 200 x 365
Bruttó súly (kg):
15


MASTRO TIG-250 MIX AC/DC hegesztő inverter
Nem elérhető
Jelenleg nincs készleten
Időszakos készlethiány, vagy a termék jelenleg nem beszerezhető. A várható beérkezésről emailben kérhet információt.
Időszakos készlethiány, vagy a termék jelenleg nem beszerezhető. A várható beérkezésről emailben kérhet információt.
Cikkszám:
MW 003250L
Díjmentes szállítás! (felhasználók részére)
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött.)
HF (Nagyfrekvenciás) gyújtású, paraméterezhető AC/DC-S IMPULZUS AWI ÉS BEVONTELEKTRÓDÁS INVERTER
DIGITÁLIS VEZÉRLÉS
ALUMÍNIUM ANYAGOK HEGESZTÉSÉRE!
Nagy bekapcsolási idő: 60% 200A
VRD funkció
Digitális kijelző
A készülék memóriája 10 paraméter-beállítást tartalmaz AWI HF és MMA módokhoz.
MIX AC és DC
A MIX AC/DC hegesztés az AWI AC (váltóáram) és AWI DC (egenáram) kombinációja egy varratban.
Az ilyen típusú hegesztésnek számos előnye van:
– nagyobb hegesztési sebesség
– lényegesen jobb behatolás
– jobb ívkoncentráció
– ideális hegfürdő, hideg munkadarabokon.
– vékony anyag minőségi felhegesztése vastag felületre
– szép pikkelyes varrat
– minimálisra csökkenthető wolframkopás
A vegyes hegesztés során két időszak van.
Az első az AC periódus, amikor az oxidréteg megtörik és a felületi szennyeződések kimosódnak.
A második az egyenáramú periódus, ahol az ív keskenyebbé és áthatóvá válik, ekkor kevesebb a fröccsképződés, kisebb a porozitás és a füst stb.
A kezelő kiválaszthatja a váltóáram és az egyenáram százalékos arányát egy teljes periódus alatt, ami 5-95% között változtatható, de célszerű úgy beállítani, hogy ne legyen 50%-nál több az egyenáram.
IMPULZUS MÓD: Egyenáramú impulzus, 2 kHz-ig: korlátozza a hegesztőmedence hőmérsékletét, csökkenti a deformációt és lehetővé teszi vékony lemezek hegesztését.
SZINERGIKUS: A hozaganyag kiválasztása után a paraméterek automatikusan beállításra kerülnek.
Anti-Sticking: Ragadás gátlás. Ha az elektróda letapad, lecsökkenti a hegesztő áramot, ezáltal nem izzik fel, így leválasztható az anyagról.
Hot-Start: Gyújtás könnyítés: Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb heg. elektródák is.
Arc-Force: Ívstabilizálás: Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF – NAGYFREKVENCIÁS ÍVGYÚJTÁS: A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
LIFT TIG AWI gyújtás: Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással
jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
Mivel általában ezekben a gépekben nincs gázszelep (kivéve GYSMI TIG 160DC – LIFT), ezért használatához szelepes (V) munkakábel
szükséges a gázáramlás szabályozásához
VRD: Alacsony üresjárati feszültség. Hegesztéstechnikai szempontból veszélyesen környezetében (csövek, tartályok) történő munkavégzéshez. A készülék kb. 60V-os üresjárati feszültséget 25V körüli értékre csökkenti.
2/4 takt: A 2 takt-os invertereknél a teljes hegesztés idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emellett a 4 taktos gépeknél több előnyös beállítás is aktiválható. (Lábpedál csak 2T módban használható)
SPOT mód: Pontozásos hegesztés mellyel egyenlő távolságokra pontszerű varratokat készíthet.
SPOT mód leginkább vékony lemezek ponthegesztésére használják. Könnyen deformálódó anyagoknál a hőbevitel pontosan szabályozható.
Gázelőöblítés: a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő .
Általában 0,5 másodpercnél többnek kell lennie. Beállítási tartomány: 0,1-15,0 s
Gátutánöblítés: az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a volfrámelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja. Beállítási tartomány: 0,5-15,0 s
ÜZEMI CIKLUS ( impulzusüzem) – az impulzus időtartama, lehetővé teszi a behatolás mélységének beállítását. A szélesség növelése növeli a behatolás mélységét, a csökkentés csökkenti az anyagba jutó hő mennyiségét, csökkentve a vékonyabb lapok vagy kisebb elemek megégésének kockázatát
Beállítási tartomány: (0,2 Hz ~ 10 Hz) 1% ~ 99% ( 11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
AC FREKVENCIA – a funkció alumínium hegesztésénél hasznos. Minél nagyobb a frekvencia, annál fókuszáltabb lesz az ív.
MIX FREQ – Az AC és DC ív frekvenciájának beállítására szolgál, vagyis az AC ív és DC ívkombinációjának hegesztési medencéhez szükséges időtartamának beállítására.
Például: A MIX FREQ 5Hz-re van állítva, ami azt jelenti, hogy az AC ív és a DC ív 5-ször váltakozik egy másodpercen belül, és mindegyik időtartama 1/5 másodperc, azaz periódus idő 200 milliszekundum.
MIX RATIO- Az AC ARC időarányának beállítására szolgál a teljes keverési periódusra.
Például: MIX frekvencia 5 Hz-re állítva (azaz az AC és a DC ív 5-ször váltakozik egy másodperc alatt, és mindegyik időtartam 1/5 másodperc, a keverési periódus 200 ezredmásodperc), és ha MIX RATIO 40%-ra van állítva, vagyis az az idő, ameddig az AC ív a hegfürdőre hat egy keverési ciklusban, a keverési ciklus 40%-át teszi ki (80ms); az az idő, ameddig a DC hat a hegfürdőre, a keverési ciklus 60%-át teszi ki (120ms).
A MIX FREQ és a MIX RATIO csak a MIX AWI-hez használható!
Modell
AWI-250P MIX AC/DC
Bemeneti feszültség (V)
1*220V-240V
Frekvencia (Hz)
50/60
Teljesítmény (KVA)
7.1
Üres feszültség (V)
50V
Névleges igénybevételi ciklus (%)
60 – 200A
AWI/MMA áram tartomány (A)
10-250 / 20-200
ARC erő Áram tartomány (%)
0-150
Hot Start tartomány (%)
0-150
DC Pulse MMA
Alapáram (%)
10-100
Impulzusfrekvencia (Hz)
0,2-500
Üzemi ciklus (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
AC MMA frekvencia (Hz)
30-100 (50%)
AC/DC MMA szinkronizálása
Elektróda átmérő (mm)
1,6, 2.0, 2,5, 3.2, 4.0
Árameltolás (A)
±20A
Impulzus AWI frekvencia (Hz)
0,2-500
Impulzus AWI Duty (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
AWI eltolási áram szinkronizálása (A)
±35A
Alapáram (%)
10-100
Kezdeti / végső áram (%)
10-100
Felfutási / lefutási idő (S)
0,0-15,0
Gáz elő / után öblítési idő (S)
0,1-15,0 / 0,5-15,0
AWI volfrám átmérő (mm)
1.0, 1,6, 2.0, 2.4, 3.2
AC AWI
Frekvencia (Hz)
30-100
Egyensúly (%)
15% ~ 50%
MIX AWI
Frekvencia (Hz)
0,5-20
Hányados
10-90
Hatékonyság (%)
85
Teljesítménytényező
0,93
Védelmi osztály (S) / Szigetelési osztály
IP23/F
TULAJDONSÁGOK
• Hegeszthető anyagok AWI módban: Acél, saválló, alumínium, réz.
• Rutilos, bázikus, saválló, felrakó és alumínium elektródák elhegesztése.
• Nagyfrekvenciás (HF) gyújtással alkalmas egyenáramú (DC-s) AWI hegesztésre.
Hegeszthető anyagvastagság AWI módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: 8 mm
Hegeszthető anyagvastagság MMA módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium (AlSi12 elektródával): 10 mm
Ajándék tartozékok:
– 4m SR26 AWI pisztoly
– 2m 200 A-es testkábel,
– 2m 200 A-es munkakábel
– 3m gáztömlő
– 2db tömlővég/csatlakozó
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.

ALU AlSi5 – 2.50 GYS 7 szál – alumínium hegesztő elektróda
Egyedi rendelés!
Keressen a részletekért!
A termék weboldalunkon nem rendelhető.
Egyedi rendelési folyamattal, árajánlat elfogadása és előleg befizetése után vásárolható.
A termék weboldalunkon nem rendelhető.
Egyedi rendelési folyamattal, árajánlat elfogadása és előleg befizetése után vásárolható.
Cikkszám:
MW 073708
2,5 mm-es AlSi5 elektróda
Gyűjtőcsomag kiszerelés: 7 szál/doboz
Alumínium elektróda 5% szilíciummal, alumínium vagy alumíniumötvözet munkadarabok javításához és összeszereléséhez. Nagyon ellenáll a korróziónak, alacsony porozitással és a jó mechanikai tulajdonságokkal rendelkezik.
Szabvány:
ISO 18273 : Al 4043A
AWS A 5.3 : E4043
DIN 1732 : El-AlSi5
Alkalmazások
• Öntödei ötvözetek,
• motorblokkok,
• Hengerfejek,
• tartályok,
• Konténerek,
• Tengerészeti és vegyipar.
Előnyök
• Jó mechanikai tulajdonságok.
• Kiváló korrózióállóság..
Hegesztési pozíciók
Polaritás
• Gyújtás 60 V -ról – egyenáram.
• Elektróda polaritása (+).


MASTRO TIG-250 DC COLD hegesztő inverter + varrat tisztító
Rendelhető
Nagykereskedőnél készleten
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
Utánrendeléssel elérhető: több mint 20
Cikkszám:
MW 002250LC
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött.)
HF GYÚJTÁSÚ IMPULZUS DC-AWI HEGESZTŐ INVERTER BEVONTELEKTRÓDÁS, COLD és VARRAT TISZTÍTÓ FUNKCIÓVAL
Szénacélok, saválló anyagok, nemesfémek DC-AWI és MMA hegesztésére.
AWI módban alumínium hegesztésére nem alkalmas. (ahhoz váltóáram „AC” szükséges)
HF-AWI Clean Weld Bead
Az AWI Brush rozsdamentes acél hegesztési tisztító rendszer az elektromosság, a hő és a kémia egyedülálló kombinációját hozza létre, hogy kiváló eredményeket érjen el a hegesztési varratok tisztításában és a fémfelületek megmunkálásában.
MEGJEGYZÉS: Ebben a CLEAN – „TISZTÍTÁS” módban varrat tisztító adaptert és ecsetet kell használni,
Tisztító adaptertcsatlakoztassa a pozitív ajzatba (+),testkábel csatlakozás Negatív aljzatba (-).
DC COLD AWI
Ez az eljárás alacsony hő bevitellel kettő vagy több vékony 1mm alatti fémlemez összehegesztéséhez ajánlott. A hegesztési varrat fényes, deformáció mentes és általában utókezelést nem igényel emelett lényegesen kevesebb a fröccs képződés.
IMPULZUS MÓD: Egyenáramú impulzus, 2 kHz-ig: korlátozza a hegesztőmedence hőmérsékletét, csökkenti a deformációt és lehetővé teszi vékony lemezek hegesztését.
MEMÓRIA FUCKIÓ: A készülék memóriája 10 paraméter-beállítást tartalmaz AWI HF és MMA módokhoz.
2/4 takt: A 2 takt-os invertereknél a teljes hegesztés idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emelett a 4 taktos gépeknél több előnyös beállítás is aktiválható.
LIFT TIG AWI gyújtás: Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással
jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
Mivel általában ezekben a gépekben nincs gázszelep (kivéve GYSMI TIG 160DC – LIFT), ezért használatához szelepes (V) munkakábel
szükséges a gázáramlás szabályozásához
Hot-Start: Gyújtás könnyítés: Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb heg. elektródák is.
Arc-Force: Ívstabilizálás: Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF – NAGYFREKVENCIÁS ÍVGYÚJTÁS: A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
VRD: Alacsony üresjárati feszültség. Hegesztéstechnikai szempontból veszélyesen környezetében (csövegcsövek, tartályok) történő munkavégzéshez.
A készülék kb. 60V-os üresjárati feszültséget 25V körüli értékre csökkenti
GÁZELŐÖBLÍTÉS – a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő . Általában 0,5 másodpercnél többnek kell lennie. Beállítási tartomány: 0,1-15,0 s
KEZDŐ ÁRAM – a markolatban lévő gomb megnyomása után az áramkörben megjelenő áram. Minél nagyobb a kezdeti áram, annál könnyebb az ív meggyújtása.
Beállítási tartomány ( %) : 10% ~ 100%
ÁRAMFELUTÁS (áramnövekedés ideje) – a hegesztőáram felfutási ideje a kezdeti áramról a beállított hegesztőáramra.
Beállítási tartomány: 0,0-15,0 s
CSÚCSÁRAM ( Peak Amp ) – fő hegesztőáram
Beállítási tartomány: 10 ~ Max Current (AWI); 20 ~ maximális áramerősség (MMA);
IMPULZUS FREKVENCIA – a frekvencia, amellyel a hegesztőáram és az alapáram közötti áramimpulzus értéke változik.
Beállítási tartomány: 0,2 ~ 50 0 Hz / javasolt 200 Hz-en
ÁRAMLEFUTÁS – az áram átmenetének ideje a hegesztőáramból a végső áramba.
Beállítási tartomány : 0,0-15,0 s
VÉGÁRAM – áram a hegesztési folyamat végén.
Beállítási tartomány: 10% ~ 100%
GÁZUTÁNÖBLÍTÉS – az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a volfrámelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja. Beállítási tartomány: 0,5-15,0 s
Smart Gas funkció, amely automatikusan beállítja az utóáramlási időt a tényleges hegesztési áram és hegesztési idő szerint.
Ha az intelligens funkció be van kapcsolva, a gázutánöblítés érvénytelen lesz.
Modell
AWI-250P
Bemeneti feszültség (V)
1*230V
Frekvencia (Hz)
50/60
Teljesítmény (KVA)
AWI: 5,3 KVA MMA: 7,2 KVA
Üresjárati feszültség (V) / Névleges munkaciklus (%)
65/60 – 200 A
AWI / MMA / Tisztító áram tartomány (A)
10-200 / 20-180 / 10-40
ARC Force /HOT Start áramtartomány (A)
0-100 / 0-100
Impulzus AWI frekvencia (Hz)
0,2-500
Impulzus AWI bekapcsolási idő (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
Alapáram (%)
10-100
Induló / vég áram (%)
10-100
Felfutási / lefutási idő (S)
0,0-15,0
Gáz elő / után öblítési idő (S)
0,1-15,0 / 0,5-15,0
Hatékonyság (%)
85
Teljesítménytényező / Szigetelési osztály
0,93/F
Hegeszthető elektróda: 1,6 – 4,0 mm
Szükséges biztosíték: 10 – 25 A
Védelmi osztály: IP 21
Nettó súly: 8,2 kg
Bruttó súly: 12kg
Dinse dugó: 25
Hegeszthető anyagvastagság AWI módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: –
Hegeszthető anyagvastagság MMA módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: 6 mm
Óránként elhegeszthető elektródák száma:
1,6 – 62 db ; 2,0 – 50 db ; 2,5 – 47 db ; 3,2 – 45 db ; 4,0 – 28 db
Ajándék tartozékok:
– Varrat tisztító pisztoly + közdarab + ecset
– 2 m 200 A testkábel
– 2 m 200A munkakábel
– 4 fm SR17 gázáramcsatlakozós AWI pisztoly
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.

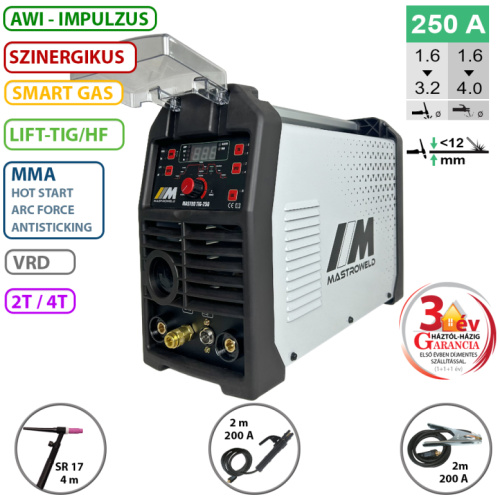
MASTRO TIG-250 DC hegesztő inverter (DC-AWI) – 2024
Rendelhető
Nagykereskedőnél készleten
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
Utánrendeléssel elérhető: 10
Cikkszám:
MW 002250L
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött.)
HF GYÚJTÁSÚ IMPULZUS DC-AWI HEGESZTŐ INVERTER BEVONTELEKTRÓDÁS FUNKCIÓVAL
Szénacélok, saválló anyagok, nemesfémek DC-AWI és MMA hegesztésére.
AWI módban alumínium hegesztésére nem alkalmas. (ahhoz váltóáram „AC” szükséges)
IMPULZUS MÓD: Egyenáramú impulzus, 2 kHz-ig: korlátozza a hegesztőmedence hőmérsékletét, csökkenti a deformációt és lehetővé teszi vékony lemezek hegesztését
LIFT TIG AWI gyújtás: Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással
jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
Mivel általában ezekben a gépekben nincs gázszelep (kivéve GYSMI TIG 160DC – LIFT), ezért használatához szelepes (V) munkakábel
szükséges a gázáramlás szabályozásához
Hot-Start: Gyújtás könnyítés: Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb heg. elektródák is.
Arc-Force: Ívstabilizálás: Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF – NAGYFREKVENCIÁS ÍVGYÚJTÁS: A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
2/4 takt: A 2 takt-os invertereknél a teljes hegesztés idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emelett a 4 taktos gépeknél több előnyös beállítás is aktiválható.
VRD: Alacsony üresjárati feszültség. Hegesztéstechnikai szempontból veszélyesen környezetében (csövegcsövek, tartályok) történő munkavégzéshez.
A készülék kb. 60V-os üresjárati feszültséget 25V körüli értékre csökkenti
GÁZELŐÖBLÍTÉS – a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő . Általában 0,5 másodpercnél többnek kell lennie. Beállítási tartomány: 0,1-15,0 s
KEZDŐ ÁRAM – a markolatban lévő gomb megnyomása után az áramkörben megjelenő áram. Minél nagyobb a kezdeti áram, annál könnyebb az ív meggyújtása.
Beállítási tartomány ( %) : 10% ~ 100%
ÁRAMFELUTÁS (áramnövekedés ideje) – a hegesztőáram felfutási ideje a kezdeti áramról a beállított hegesztőáramra.
Beállítási tartomány: 0,0-15,0 s
CSÚCSÁRAM ( Peak Amp ) – fő hegesztőáram
Beállítási tartomány: 10 ~ Max Current (AWI); 20 ~ maximális áramerősség (MMA);
IMPULZUS FREKVENCIA – a frekvencia, amellyel a hegesztőáram és az alapáram közötti áramimpulzus értéke változik.
Beállítási tartomány: 0,2 ~ 50 0 Hz / javasolt 200 Hz-en
ÁRAMLEFUTÁS – az áram átmenetének ideje a hegesztőáramból a végső áramba.
Beállítási tartomány : 0,0-15,0 s
VÉGÁRAM – áram a hegesztési folyamat végén.
Beállítási tartomány: 10% ~ 100%
GÁZUTÁNÖBLÍTÉS – az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a volfrámelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja. Beállítási tartomány: 0,5-15,0 s
Smart Gas funkció, amely automatikusan beállítja az utóáramlási időt a tényleges hegesztési áram és hegesztési idő szerint.
Ha az intelligens funkció be van kapcsolva, a gázutánöblítés érvénytelen lesz.
Modell
AWI-250P
Bemeneti feszültség (V)
1*230V
Frekvencia (Hz)
50/60
Teljesítmény (KVA)
AWI: 5,3 KVA MMA: 7,2 KVA
Üresjárati feszültség (V) / Névleges munkaciklus (%)
65/60 – 200 A
AWI / MMA / Tisztító áram tartomány (A)
10-250 / 20-200
ARC Force /HOT Start áramtartomány (A)
0-100 / 0-100
Impulzus AWI frekvencia (Hz)
0,2-500
Impulzus AWI bekapcsolási idő (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
Alapáram (%)
10-100
Induló / vég áram (%)
10-100
Felfutási / lefutási idő (S)
0,0-15,0
Gáz elő / után öblítési idő (S)
0,1-15,0 / 0,5-15,0
Hatékonyság (%)
85
Teljesítménytényező / Szigetelési osztály
0,93/F
Hegeszthető elektróda: 1,6 – 4,0 mm
Szükséges biztosíték: 10 – 25 A
Védelmi osztály: IP 21
Méretek:
Nerró súly: 7,2 kg
Bruttó súly: 11 kg
Dinse dugó: 25mm
Hegeszthető anyagvastagság AWI módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: –
Hegeszthető anyagvastagság MMA módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: 6 mm
Óránként elhegeszthető elektródák száma:
1,6 – 62 db ; 2,0 – 50 db ; 2,5 – 47 db ; 3,2 – 45 db ; 4,0 – 28 db
Ajándék tartozékok:
– 2 m 200 A testkábel
– 2 m 200A munkakábel
– 4 fm SR17 gázáramcsatlakozós AWI pisztoly
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.

Gázterelő MB24KD NW12,5 kúposMW
Raktáron
Alacsony készlet: 1
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW 424.08.02MW

Gázterelő MB25AK 15 MW kúpos
Raktáron
Alacsony készlet: 1
Várható kiszállítás 1-2 munkanap
Várható kiszállítás 1-2 munkanap
Cikkszám:
MW 425.08.02MW