Márka
- APAC 2
- Astro Tools 46
- Berger 1
- Champion 1
- D&J 42
- Deca 3
- Eastman 2
 Ellient ToolsEllient Tools 126
Ellient ToolsEllient Tools 126 Extol CraftExtol Craft 19
Extol CraftExtol Craft 19 Extol Craft kéziszerszámExtol Craft kéziszerszám 2
Extol Craft kéziszerszámExtol Craft kéziszerszám 2 Extol IndustrialExtol Industrial 15
Extol IndustrialExtol Industrial 15- Extol Industrial elektromos gép 11
 Extol PremiumExtol Premium 85
Extol PremiumExtol Premium 85 Extol Premium elektromos gépExtol Premium elektromos gép 40
Extol Premium elektromos gépExtol Premium elektromos gép 40 Extol Premium kéziszerszámExtol Premium kéziszerszám 24
Extol Premium kéziszerszámExtol Premium kéziszerszám 24 FortumFortum 20
FortumFortum 20- Full Time 1
- FW Tool 3
- GCE 13
 Genius ToolsGenius Tools 897
Genius ToolsGenius Tools 897- Genius Tools - V-Mark 2
- GK Tools 23
- GK Tools - Elite 13
- GK Tools - Pro 3
- Grassland 1
- GYS 39
- Handijack Machinery 1
 HERONHERON 8
HERONHERON 8- Hinode Tools 9
 INGCOINGCO 149
INGCOINGCO 149- JIH 3
- JuanJuan 1
- Licota Tools 20
- Lincoln Electric 1
- Lubeworks 35
- Mastroweld 64
- Mastroweld One 1
- MK-Tools 41
- Noblelift 2
- One-Tool 1
- ProPump 1
- Richer Tools 10
- SHPI 26
- Sinppa Tools 15
- Sky 1
- Taron 16
- Tecna 3
- Tianda Tools 8
- Tianfang Tools 15
- TJG Auto Tools 2
 Torin BigRedTorin BigRed 70
Torin BigRedTorin BigRed 70- Trafimet 1
- VOREL 7
- Voylet Spray Gun 17
- Winmax Tools 71
 YatoYato 79
YatoYato 79- Yoilp 1
- Zeruida 1
Meghajtás
Lapszám / Profil


MASTRO TIG-250 DC COLD hegesztő inverter + varrat tisztító
Rendelhető
Nagykereskedőnél készleten
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
Utánrendeléssel elérhető: több mint 20
Cikkszám:
MW 002250LC
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött.)
HF GYÚJTÁSÚ IMPULZUS DC-AWI HEGESZTŐ INVERTER BEVONTELEKTRÓDÁS, COLD és VARRAT TISZTÍTÓ FUNKCIÓVAL
Szénacélok, saválló anyagok, nemesfémek DC-AWI és MMA hegesztésére.
AWI módban alumínium hegesztésére nem alkalmas. (ahhoz váltóáram „AC” szükséges)
HF-AWI Clean Weld Bead
Az AWI Brush rozsdamentes acél hegesztési tisztító rendszer az elektromosság, a hő és a kémia egyedülálló kombinációját hozza létre, hogy kiváló eredményeket érjen el a hegesztési varratok tisztításában és a fémfelületek megmunkálásában.
MEGJEGYZÉS: Ebben a CLEAN – „TISZTÍTÁS” módban varrat tisztító adaptert és ecsetet kell használni,
Tisztító adaptertcsatlakoztassa a pozitív ajzatba (+),testkábel csatlakozás Negatív aljzatba (-).
DC COLD AWI
Ez az eljárás alacsony hő bevitellel kettő vagy több vékony 1mm alatti fémlemez összehegesztéséhez ajánlott. A hegesztési varrat fényes, deformáció mentes és általában utókezelést nem igényel emelett lényegesen kevesebb a fröccs képződés.
IMPULZUS MÓD: Egyenáramú impulzus, 2 kHz-ig: korlátozza a hegesztőmedence hőmérsékletét, csökkenti a deformációt és lehetővé teszi vékony lemezek hegesztését.
MEMÓRIA FUCKIÓ: A készülék memóriája 10 paraméter-beállítást tartalmaz AWI HF és MMA módokhoz.
2/4 takt: A 2 takt-os invertereknél a teljes hegesztés idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emelett a 4 taktos gépeknél több előnyös beállítás is aktiválható.
LIFT TIG AWI gyújtás: Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással
jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
Mivel általában ezekben a gépekben nincs gázszelep (kivéve GYSMI TIG 160DC – LIFT), ezért használatához szelepes (V) munkakábel
szükséges a gázáramlás szabályozásához
Hot-Start: Gyújtás könnyítés: Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb heg. elektródák is.
Arc-Force: Ívstabilizálás: Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF – NAGYFREKVENCIÁS ÍVGYÚJTÁS: A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
VRD: Alacsony üresjárati feszültség. Hegesztéstechnikai szempontból veszélyesen környezetében (csövegcsövek, tartályok) történő munkavégzéshez.
A készülék kb. 60V-os üresjárati feszültséget 25V körüli értékre csökkenti
GÁZELŐÖBLÍTÉS – a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő . Általában 0,5 másodpercnél többnek kell lennie. Beállítási tartomány: 0,1-15,0 s
KEZDŐ ÁRAM – a markolatban lévő gomb megnyomása után az áramkörben megjelenő áram. Minél nagyobb a kezdeti áram, annál könnyebb az ív meggyújtása.
Beállítási tartomány ( %) : 10% ~ 100%
ÁRAMFELUTÁS (áramnövekedés ideje) – a hegesztőáram felfutási ideje a kezdeti áramról a beállított hegesztőáramra.
Beállítási tartomány: 0,0-15,0 s
CSÚCSÁRAM ( Peak Amp ) – fő hegesztőáram
Beállítási tartomány: 10 ~ Max Current (AWI); 20 ~ maximális áramerősség (MMA);
IMPULZUS FREKVENCIA – a frekvencia, amellyel a hegesztőáram és az alapáram közötti áramimpulzus értéke változik.
Beállítási tartomány: 0,2 ~ 50 0 Hz / javasolt 200 Hz-en
ÁRAMLEFUTÁS – az áram átmenetének ideje a hegesztőáramból a végső áramba.
Beállítási tartomány : 0,0-15,0 s
VÉGÁRAM – áram a hegesztési folyamat végén.
Beállítási tartomány: 10% ~ 100%
GÁZUTÁNÖBLÍTÉS – az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a volfrámelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja. Beállítási tartomány: 0,5-15,0 s
Smart Gas funkció, amely automatikusan beállítja az utóáramlási időt a tényleges hegesztési áram és hegesztési idő szerint.
Ha az intelligens funkció be van kapcsolva, a gázutánöblítés érvénytelen lesz.
Modell
AWI-250P
Bemeneti feszültség (V)
1*230V
Frekvencia (Hz)
50/60
Teljesítmény (KVA)
AWI: 5,3 KVA MMA: 7,2 KVA
Üresjárati feszültség (V) / Névleges munkaciklus (%)
65/60 – 200 A
AWI / MMA / Tisztító áram tartomány (A)
10-200 / 20-180 / 10-40
ARC Force /HOT Start áramtartomány (A)
0-100 / 0-100
Impulzus AWI frekvencia (Hz)
0,2-500
Impulzus AWI bekapcsolási idő (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
Alapáram (%)
10-100
Induló / vég áram (%)
10-100
Felfutási / lefutási idő (S)
0,0-15,0
Gáz elő / után öblítési idő (S)
0,1-15,0 / 0,5-15,0
Hatékonyság (%)
85
Teljesítménytényező / Szigetelési osztály
0,93/F
Hegeszthető elektróda: 1,6 – 4,0 mm
Szükséges biztosíték: 10 – 25 A
Védelmi osztály: IP 21
Méretek:
Nerró súly:
Bruttó súly:
Dinse dugó:
Hegeszthető anyagvastagság AWI módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: –
Hegeszthető anyagvastagság MMA módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: 6 mm
Óránként elhegeszthető elektródák száma:
1,6 – 62 db ; 2,0 – 50 db ; 2,5 – 47 db ; 3,2 – 45 db ; 4,0 – 28 db
Ajándék tartozékok:
– Varrat tisztító pisztoly + közdarab + ecset
– 2 m 200 A testkábel
– 2 m 200A munkakábel
– 4 fm SR17 gázáramcsatlakozós AWI pisztoly
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.

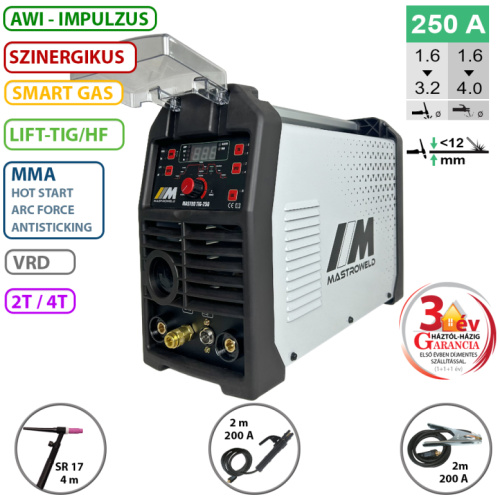
MASTRO TIG-250 DC hegesztő inverter (DC-AWI) – 2024
Rendelhető
Nagykereskedőnél készleten
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
A termék néhány nap alatt üzletünkbe érkezik, értesítés után átvehető
Várható kiszállíts 1-2 munkanap
Utánrendeléssel elérhető: 17
Cikkszám:
MW 002250L
Garancia: 3 év (1+1+1 év, ami regisztrációhoz kötött.)
HF GYÚJTÁSÚ IMPULZUS DC-AWI HEGESZTŐ INVERTER BEVONTELEKTRÓDÁS FUNKCIÓVAL
Szénacélok, saválló anyagok, nemesfémek DC-AWI és MMA hegesztésére.
AWI módban alumínium hegesztésére nem alkalmas. (ahhoz váltóáram „AC” szükséges)
IMPULZUS MÓD: Egyenáramú impulzus, 2 kHz-ig: korlátozza a hegesztőmedence hőmérsékletét, csökkenti a deformációt és lehetővé teszi vékony lemezek hegesztését
LIFT TIG AWI gyújtás: Más néven emelős ívgyújtásnak is nevezik. A hegesztőív az anyag megérintésével, majd a hegesztőpisztoly megemelésével, áramfelfutással
jön létre így elkerülhető a „kihegyezett” Wolframelektróda lekerekedése és nem kelt rádiófrekvenciás zavart, tehát olyan hegesztő szakemberek is használhatják, akik pacemaker-rel rendelkeznek.
Mivel általában ezekben a gépekben nincs gázszelep (kivéve GYSMI TIG 160DC – LIFT), ezért használatához szelepes (V) munkakábel
szükséges a gázáramlás szabályozásához
Hot-Start: Gyújtás könnyítés: Gyors gyújtóáram növelés az ív kialakulásáig. Így könnyebben begyújthatók a nehezebb heg. elektródák is.
Arc-Force: Ívstabilizálás: Az ívhossztól függően szükség szerint csökkenti, vagy növeli a hegesztő áramot.
HF – NAGYFREKVENCIÁS ÍVGYÚJTÁS: A hegesztőív az anyag megérintése nélkül a nyomógomb megnyomásával áramfelfutással jön létre. Mivel a gázszelep a hegesztőgépben van, ezért normál (nem szelepes) AWI pisztoly használható.
2/4 takt: A 2 takt-os invertereknél a teljes hegesztés idő alatt nyomva kell tartani a gombot, míg a 4 takt-os invertereknél csak a hegesztés elején és végén. Emelett a 4 taktos gépeknél több előnyös beállítás is aktiválható.
VRD: Alacsony üresjárati feszültség. Hegesztéstechnikai szempontból veszélyesen környezetében (csövegcsövek, tartályok) történő munkavégzéshez.
A készülék kb. 60V-os üresjárati feszültséget 25V körüli értékre csökkenti
GÁZELŐÖBLÍTÉS – a pisztolyban lévő gomb megnyomásától és a gázszelep kinyitásától az ív meggyulladásáig tartó idő . Általában 0,5 másodpercnél többnek kell lennie. Beállítási tartomány: 0,1-15,0 s
KEZDŐ ÁRAM – a markolatban lévő gomb megnyomása után az áramkörben megjelenő áram. Minél nagyobb a kezdeti áram, annál könnyebb az ív meggyújtása.
Beállítási tartomány ( %) : 10% ~ 100%
ÁRAMFELUTÁS (áramnövekedés ideje) – a hegesztőáram felfutási ideje a kezdeti áramról a beállított hegesztőáramra.
Beállítási tartomány: 0,0-15,0 s
CSÚCSÁRAM ( Peak Amp ) – fő hegesztőáram
Beállítási tartomány: 10 ~ Max Current (AWI); 20 ~ maximális áramerősség (MMA);
IMPULZUS FREKVENCIA – a frekvencia, amellyel a hegesztőáram és az alapáram közötti áramimpulzus értéke változik.
Beállítási tartomány: 0,2 ~ 50 0 Hz / javasolt 200 Hz-en
ÁRAMLEFUTÁS – az áram átmenetének ideje a hegesztőáramból a végső áramba.
Beállítási tartomány : 0,0-15,0 s
VÉGÁRAM – áram a hegesztési folyamat végén.
Beállítási tartomány: 10% ~ 100%
GÁZUTÁNÖBLÍTÉS – az ív kioltásától a gázszelep elzárásáig tartó idő a megszilárdult hegesztőmedence levegőtől való elfedésére és a volfrámelektróda hűtésére. A túl rövid kifolyási idő a varrat oxidációját okozhatja. Beállítási tartomány: 0,5-15,0 s
Smart Gas funkció, amely automatikusan beállítja az utóáramlási időt a tényleges hegesztési áram és hegesztési idő szerint.
Ha az intelligens funkció be van kapcsolva, a gázutánöblítés érvénytelen lesz.
Modell
AWI-250P
Bemeneti feszültség (V)
1*230V
Frekvencia (Hz)
50/60
Teljesítmény (KVA)
AWI: 5,3 KVA MMA: 7,2 KVA
Üresjárati feszültség (V) / Névleges munkaciklus (%)
65/60 – 200 A
AWI / MMA / Tisztító áram tartomány (A)
10-250 / 20-200
ARC Force /HOT Start áramtartomány (A)
0-100 / 0-100
Impulzus AWI frekvencia (Hz)
0,2-500
Impulzus AWI bekapcsolási idő (%)
(0,2 Hz ~ 10 Hz) 1% ~ 99% (11 Hz ~ 200 Hz) 10% ~ 90% (201 Hz ~ 500 Hz) 50%
Alapáram (%)
10-100
Induló / vég áram (%)
10-100
Felfutási / lefutási idő (S)
0,0-15,0
Gáz elő / után öblítési idő (S)
0,1-15,0 / 0,5-15,0
Hatékonyság (%)
85
Teljesítménytényező / Szigetelési osztály
0,93/F
Hegeszthető elektróda: 1,6 – 4,0 mm
Szükséges biztosíték: 10 – 25 A
Védelmi osztály: IP 21
Méretek:
Nerró súly: 7,2 kg
Bruttó súly: 11 kg
Dinse dugó: 25mm
Hegeszthető anyagvastagság AWI módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: –
Hegeszthető anyagvastagság MMA módban:
Acél: 12 mm
Saválló: 12 mm
Alumínium: 6 mm
Óránként elhegeszthető elektródák száma:
1,6 – 62 db ; 2,0 – 50 db ; 2,5 – 47 db ; 3,2 – 45 db ; 4,0 – 28 db
Ajándék tartozékok:
– 2 m 200 A testkábel
– 2 m 200A munkakábel
– 4 fm SR17 gázáramcsatlakozós AWI pisztoly
Az ajándék tartozékokra a garancia nem terjed ki!
A műszaki adatok a gyártó által kibocsátott információk.
A paraméterek optimális körülmények között a technológiai előírások betartásával érvényesek.